
高機能プラスチック・ゴムに関連する気になるカタログにチェックを入れると、まとめてダウンロードいただけます。
押出成形時の温度ムラ改善とは?課題と対策・製品を解説

目的・課題で絞り込む
カテゴリで絞り込む
成形・加工技術 |
素材・材料 |
評価・分析・検査技術 |

プラスチック(原料・ペレット調製)における押出成形時の温度ムラ改善とは?
各社の製品
絞り込み条件:
▼チェックした製品のカタログをダウンロード
一度にダウンロードできるカタログは20件までです。
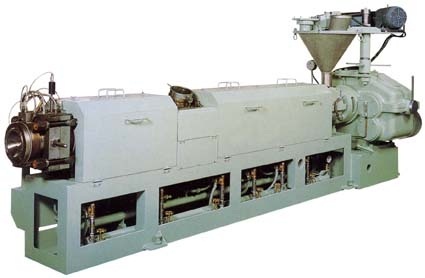
HS押出機 「FW-C(コンパウンド用)」

連続・逆洗式スクリーンチェンジャー『FDC60』
単軸式 「HSベント式押出機」
空冷式ペレットクーラー 「ミストラル」


お探しの製品は見つかりませんでした。
1 / 1
プラスチック(原料・ペレット調製)における押出成形時の温度ムラ改善
プラスチック(原料・ペレット調製)における押出成形時の温度ムラ改善とは?
高機能プラスチック・ゴム業界において、押出成形時のプラスチック原料やペレットの温度ムラは、製品の品質低下や生産効率の悪化に直結する重要な課題です。この課題を改善することは、均一で高品質な製品を安定的に生産し、競争力を維持・向上させるために不可欠です。
課題
原料供給の不均一性
ペレットの供給量が不安定であったり、異物が混入したりすることで、成形機内部での溶融状態にばらつきが生じ、温度ムラを引き起こします。
加熱・冷却制御の不備
成形機バレルやダイの温度制御が不十分で、局所的な過熱や冷却不足が発生し、プラスチックの溶融温度にムラが生じます。
スクリュー設計の最適化不足
スクリューのピッチや溝幅、回転速度などの設計が材料特性に合っていないと、せん断発熱や混合が不均一になり、温度ムラが発生しやすくなります。
材料特性のばらつき
原料ペレット自体のロット間や製造工程での物性(融点、粘度など)のばらつきが、成形時の溶融挙動に影響を与え、温度ムラを誘発します。
対策
原料供給システムの最適化
定量供給装置の導入や、異物除去フィルターの設置により、安定した原料供給と異物混入防止を図ります。
高精度温度制御システムの導入
多点温度センサーとPID制御などを組み合わせた、高精度な温度制御システムにより、バレルやダイの温度を均一に保ちます。
スクリュー構造の改良
材料特性に合わせたスクリュー形状(混合ブロックの追加、溝幅調整など)や、最適な回転速度の設定により、均一な溶融と混合を実現します。
材料管理と前処理の徹底
原料のロット管理を徹底し、必要に応じて乾燥やプレミックスなどの前処理を行うことで、材料特性のばらつきを抑制します。
対策に役立つ製品例
高精度定量供給装置
ペレットの供給量を精密に制御し、安定した原料供給を実現することで、成形機内部での溶融状態の均一化に貢献します。
多ゾーン温度制御ユニット
成形機バレルやダイを複数のゾーンに分け、それぞれを独立して高精度に温度制御することで、局所的な温度ムラを解消します。
特殊スクリュー設計サービス
対象となるプラスチック材料の特性を分析し、最適なスクリュー形状や運転条件を提案・設計することで、溶融・混合効率を向上させます。
インライン混合・分散装置
押出成形プロセス中に、原料の混合や分散を促進する装置を導入することで、材料の均一性を高め、温度ムラを抑制します。
⭐今週のピックアップ

読み込み中
