
工作機械技術に関連する気になるカタログにチェックを入れると、まとめてダウンロードいただけます。
溝加工の精度確保とは?課題と対策・製品を解説

目的・課題で絞り込む
カテゴリで絞り込む
3Dプリンター |
CAD/CAM/CAE |
ロボット技術 |
計測機器 |
工作機械 |
周辺機器 |
切削工具 |

フライス加工における溝加工の精度確保とは?
各社の製品
絞り込み条件:
▼チェックした製品のカタログをダウンロード
一度にダウンロードできるカタログは20件までです。
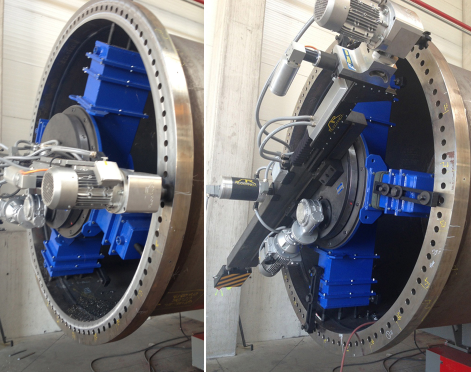
大型ワークに適したポータブル加工機『Fmax3000』
HORN(ホーン)ドイツ製超硬溝入れ工具

切削工具『レボカットシリーズ』 製品カタログ
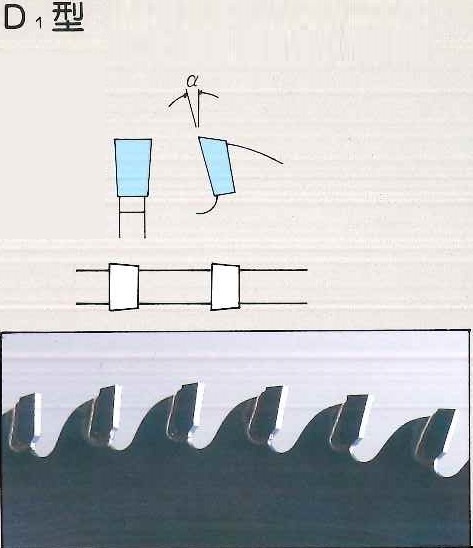
【チップソー基本情報】刃型D1
加工とは~穴あけ加工編~

お探しの製品は見つかりませんでした。
1 / 1
フライス加工における溝加工の精度確保
フライス加工における溝加工の精度確保とは?
フライス加工における溝加工の精度確保とは、所定の寸法、形状、表面粗さを持つ溝を、設計図通りに高精度で加工することを指します。これは、部品の機能性、組み立て性、信頼性を保証するために不可欠な技術です。
課題
工具摩耗による寸法変化
フライス工具の摩耗が進むと、溝の幅や深さが徐々に変化し、公差から外れることがあります。
加工熱によるワーク変形
加工中に発生する熱により、ワーク材が膨張・収縮し、溝の寸法精度に影響を与えることがあります。
切削条件の不適合
切削速度、送り量、切り込み量などの条件が不適切だと、振動やビビリが発生し、表面粗さや寸法精度が悪化します。
ワークの固定不良
ワークのクランプ力が不足したり、位置決めが不正確だったりすると、加工中にズレが生じ、精度が低下します。
対策
定期的な工具交換と管理
工具の摩耗状態を監視し、適切なタイミングで交換することで、常に最適な切削性能を維持します。
適切な冷却・潤滑
切削油やクーラントを適切に使用し、加工熱を効果的に除去することで、ワークの変形を抑制します。
最適化された切削条件の設定
材料、工具、加工内容に応じた最適な切削条件を事前に検討・設定し、安定した加工を実現します。
高剛性な治具と確実な固定
ワークを確実に固定できる高剛性な治具を使用し、加工中の不要な動きや振動を防ぎます。
対策に役立つ製品例
高精度フライス工具
特殊なコーティングや刃先形状により、摩耗に強く、安定した切削性能を発揮し、寸法精度を維持します。
自動工具交換システム
プログラムされたタイミングで自動的に工具を交換し、工具摩耗による精度低下を最小限に抑えます。
高精度加工用工作機械
高い剛性と熱安定性を備え、微細な振動を抑制する機構により、高精度な溝加工を実現します。
加工状態監視システム
切削抵抗や振動などをリアルタイムで計測し、異常を検知して加工条件を自動調整することで、不良品の発生を防ぎます。
⭐今週のピックアップ

読み込み中
