
工作機械技術に関連する気になるカタログにチェックを入れると、まとめてダウンロードいただけます。
切削抵抗の低減とは?課題と対策・製品を解説

目的・課題で絞り込む
カテゴリで絞り込む
3Dプリンター |
CAD/CAM/CAE |
ロボット技術 |
計測機器 |
工作機械 |
周辺機器 |
切削工具 |

フライス加工における切削抵抗の低減とは?
各社の製品
絞り込み条件:
▼チェックした製品のカタログをダウンロード
一度にダウンロードできるカタログは20件までです。
不水溶性切削・研削油剤『ユシロンカット/ユシロンオイル』

チップソー『ATシリーズ��』

水溶性切削液『ナノキュール STS-4B』
高能率粗加工用高送りカッタ

水溶性切削油『アルファークールシリーズ』

3DXタイプ アルミ用チップソー
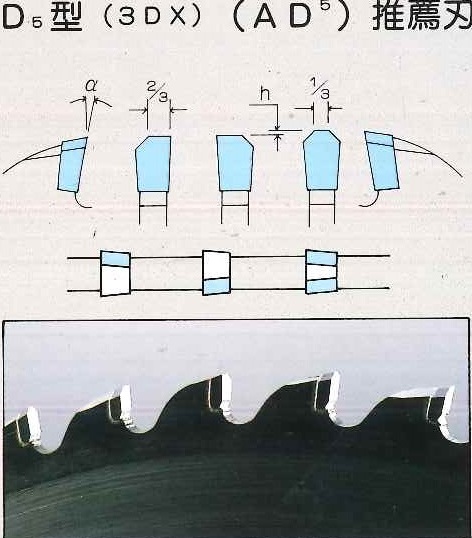
【チップソー基本情報】刃型3DX
アクアREVOミルステンレス用

【コンプレッサー提案事例】レーザー加工工程
水溶性ソリューブル型切削油『ハイカット』

e-ZE鉄工用チップソー

【資料】水溶性切削油剤の正しい使い方 基礎編
『難削材用 ラジアスエンドミル GT ラジアス ミドル』

金属切削用濃縮液『エコラインカッティングオイル』

不水溶性切削油『マーグプラスシリーズ』


お探しの製品は見つかりませんでした。
1 / 1
フライス加工における切削抵抗の低減
フライス加工における切削抵抗の低減とは?
フライス加工における切削抵抗の低減は、加工精度向上、工具寿命延長、加工時間短縮、そして省エネルギー化を実現するた�めの重要な技術課題です。切削抵抗が増大すると、工具の摩耗が早まり、加工面の品質低下、機械への負荷増大、そして消費電力の増加を招きます。これを低減することで、より効率的で高品質なものづくりが可能になります。
課題
工具摩耗の加速
切削抵抗が大きいと、工具刃先に過大な負荷がかかり、早期摩耗や破損を引き起こします。これにより、工具交換頻度が増加し、生産性が低下します。
加工精度への影響
切削抵抗による工具のたわみや振動は、加工面の粗さや寸法精度を悪化させます。特に精密部品の加工において、この影響は顕著です。
機械への負荷増大とエネルギー消費
高い切削抵抗は、工作機械の主軸や駆動系に大きな負荷を与え、機械寿命の短縮や消費電力の増加につながります。
加工能率の限界
切削抵抗が大きいと、無理な切削条件を設定できず、加工速度や切り込み量を制限せざるを得ません。これが加工能率向上のボトルネックとなります。
対策
工具形状の最適化
切れ刃の逃げ角やすくい角、刃先の形状を最適化することで、切削抵抗を低減し、切れ味を向上させます。
切削条件の最適化
切削速度、切り込み量、送り速度などの切削条件を、材料や工具に合わせて最適化することで、切削抵抗を最小限に抑えます。
潤滑・冷却技術の活用
適切な切削油剤の使用や、冷却方法の改善により、摩擦熱を低減し、切削抵抗を抑制します。
先進的な加工方法の導入
高周波振動切削や、特殊な工具パスを用いることで、切削抵抗を効果的に低減し、加工品質を向上させます。
対策に役立つ製品例
高性能切削工具
特殊なコーティングや刃先設計により、低抵抗かつ高耐久性を実現し、切削抵抗の低減に直接貢献します。
切削油剤供給システム
微細なミストや高圧噴射により、効果的な潤滑・冷却を行い、摩擦熱と切削抵抗を低減します。
加工シミュレーションソフトウェア
切削抵抗を予測し、最適な工具形状や切削条件を事前に検討することで、無駄な試行錯誤を減らし、効率的な低減策を見出します。
振動制御機能付き工作機械
加工中の不要な振動を抑制することで、切削抵抗による影響を軽減し、加工面の品質向上と工具寿命の延長に寄与します。
⭐今週のピックアップ

読み込み中
